
 English
English русский
русскийTungsten Carbide: What Makes It So Hard and Where It's Used Every Day
Industry News-Content
- 1 What Tungsten Carbide Actually Is
- 2 The Properties That Make Tungsten Carbide Exceptional
- 3 How Cemented Carbide Is Made
- 4 Tungsten Carbide Grades and How They're Selected
- 5 Where Tungsten Carbide Is Actually Used
- 6 Tungsten Carbide vs Steel: When Each Makes Sense
- 7 Recycling and the Sustainability of Tungsten Carbide
What Tungsten Carbide Actually Is
Tungsten carbide (WC) is a chemical compound made from equal parts tungsten and carbon atoms bonded together in a dense, hexagonal crystal structure. In its pure compound form it is an extremely hard ceramic-like material — harder than most steels and comparable to sapphire on the hardness scale. However, pure WC is brittle and difficult to shape into usable components, so virtually all tungsten carbide used in engineering and manufacturing is actually cemented carbide: tungsten carbide powder mixed with a metallic binder — most commonly cobalt (Co), though nickel and other binders are used for specific applications — and sintered under heat and pressure into a dense, tough composite material.
The term "tungsten carbide" in everyday use almost always refers to this cemented carbide composite rather than the pure WC compound. The cobalt binder fills the spaces between WC grains and acts as a ductile matrix that holds the hard carbide particles together, giving the finished material a combination of hardness and toughness that neither component could achieve alone. It is this composite — not pure WC — that makes cutting tools, mining inserts, wear parts, and carbide rings. Understanding this distinction is the starting point for understanding why tungsten carbide performs the way it does across its many applications.
The Properties That Make Tungsten Carbide Exceptional
Cemented tungsten carbide occupies a position in the materials world that is genuinely difficult to replicate. Its combination of hardness, wear resistance, stiffness, and density gives it performance characteristics that make it the preferred — and often only viable — material for a wide range of demanding applications. Understanding what each property contributes helps explain why tungsten carbide commands a significant cost premium over steel and why that premium is justified in the applications where it is used.
Hardness and Wear Resistance
Tungsten carbide hardness is one of its most cited properties, and for good reason. Cemented carbide grades typically fall in the range of 1,000–1,800 HV (Vickers hardness), depending on WC grain size and cobalt binder content. This puts it well above high-speed steel (600–900 HV) and most other tool materials short of cubic boron nitride and diamond. Hardness translates directly into abrasive wear resistance — the ability of a surface to resist scratching and material removal by hard particles or opposing surfaces — which is why tungsten carbide inserts last dramatically longer than steel in cutting, drilling, and wear applications. Crucially, cemented carbide retains a substantial portion of its room-temperature hardness at elevated temperatures: at 500°C it still exceeds 1,200 HV in many grades, whereas high-speed steel softens significantly above 300°C. This hot hardness retention is what makes carbide cutting tools effective at the high cutting speeds and temperatures of modern metal machining.
Stiffness and Elastic Modulus
Cemented carbide has a Young's modulus of approximately 500–700 GPa depending on grade — roughly two to three times the stiffness of steel (200 GPa). This exceptional rigidity means carbide components deflect minimally under load, which is critical in precision cutting tool applications where tool deflection translates directly into dimensional error in the machined part. A carbide boring bar used in a CNC lathe will maintain its position under cutting forces that would cause a steel bar of the same diameter to flex noticeably. This stiffness advantage is part of why carbide end mills and drills can be run at higher feed rates than steel equivalents without sacrificing dimensional accuracy — the tool holds its geometry under the load.
Density and Weight
Cemented carbide is dense — typically 14–15 g/cm³, compared to approximately 7.8 g/cm³ for steel and 2.7 g/cm³ for aluminum. This density is both a practical asset and a constraint depending on the application. In tungsten carbide rings and jewelry, the weight gives a solid, substantial feel that many buyers associate with quality and permanence. In counterweights and ballast applications — fishing lures, golf club heads, vibration dampers — the high density allows a small volume of carbide to provide significant mass. In large cutting tools or components where weight must be minimized, the density is a limitation, and designers use carbide selectively for the wear-critical zones while using steel or lighter materials for the body structure.
Key Properties at a Glance
| Property | Cemented Carbide (WC-Co) | High-Speed Steel | Hardened Tool Steel |
| Hardness (HV) | 1,000–1,800 | 600–900 | 700–900 |
| Young's Modulus (GPa) | 500–700 | ~210 | ~200 |
| Density (g/cm³) | 14–15 | ~8.1 | ~7.8 |
| Fracture Toughness (MPa·m½) | 8–20 | ~50 | ~20–50 |
| Max Use Temp (°C) | ~1,000 | ~550 | ~300 |
How Cemented Carbide Is Made
The manufacturing of tungsten carbide components is a powder metallurgy process — meaning the material starts as fine powder and is densified into its final form through sintering rather than melting and casting. This is not a minor production detail; the powder metallurgy route is fundamental to the material's microstructure and performance, and variations in the process at each stage directly affect the properties of the finished part.
Raw Material Preparation
Tungsten carbide powder is produced by carburizing tungsten metal powder — reacting it with carbon (typically as graphite) at high temperature in a controlled atmosphere to form WC. The grain size of the WC powder is controlled during this step and has a major influence on the final product's properties: fine-grain carbide (sub-micron to 1 µm WC grain size) produces harder, more wear-resistant grades suitable for precision cutting tools and finishing operations, while coarse-grain carbide (3–10 µm) produces tougher grades better suited to interrupted cuts and impact-loading applications like mining and rock drilling. The WC powder is then mixed with cobalt powder — typically 3–25% cobalt by weight — and milled together to achieve a uniform distribution of binder around the carbide grains. Higher cobalt content increases toughness and reduces hardness; lower cobalt content maximizes hardness and wear resistance at the cost of brittleness.
Forming and Sintering
The blended powder is formed into the desired shape by pressing — either uniaxial die pressing for simple geometries or cold isostatic pressing (CIP) for more complex shapes — producing a "green" compact that holds together due to added wax or polymer binders but has not yet been densified. The green compact is then sintered in a vacuum furnace or hydrogen atmosphere at approximately 1,350–1,450°C, a temperature above the melting point of the cobalt binder but below the melting point of WC. During sintering, the cobalt melts and flows between WC grains by capillary action, filling pores and bonding the structure into a fully dense composite with near-zero porosity. The part shrinks significantly during sintering — typically 15–25% linear shrinkage — which must be accounted for in the green compact dimensions. For the tightest dimensional tolerances, parts are finish-ground after sintering using diamond grinding wheels, since cemented carbide cannot be machined by conventional metal-cutting methods.

Tungsten Carbide Grades and How They're Selected
Cemented carbide is not a single material — it is a family of materials with a wide range of compositions and microstructures, each optimized for different performance requirements. Grade selection is one of the most important decisions in any carbide application, and using the wrong grade is a common cause of premature tool failure or inadequate wear life.
The ISO classification system for carbide cutting tool grades divides applications into color-coded groups based on workpiece material: P (blue) for steel, M (yellow) for stainless steel and difficult materials, K (red) for cast iron and hardened materials, N (green) for non-ferrous metals and plastics, S (orange) for heat-resistant superalloys and titanium, and H (grey) for hardened steels. Within each group, a number indicates the position on the hardness-toughness spectrum — lower numbers indicate harder, more wear-resistant grades while higher numbers indicate tougher grades that better withstand interrupted cuts and impact. A P10 grade is hard and wear-resistant for continuous cuts in steel; a P40 grade is significantly tougher for heavy interrupted cutting in the same material family.
For non-cutting applications — wear parts, mining tools, wire drawing dies, and similar — grade selection focuses primarily on the hardness-toughness balance appropriate to the specific wear mechanism and loading condition rather than the ISO cutting tool classification. Mining drill inserts working in hard abrasive rock require different grades than wire drawing dies pulling ductile copper wire, even though both are wear applications requiring carbide's fundamental hardness advantage.
Where Tungsten Carbide Is Actually Used
The global cemented carbide market divides roughly into three major application segments: cutting tools for metal machining, mining and construction drilling, and wear parts and other industrial applications. Each segment exploits different aspects of carbide's property profile, and together they represent one of the most commercially significant advanced material markets in manufacturing.
Metal Cutting Tools
Carbide cutting tools — inserts, end mills, drills, reamers, turning tools, and milling cutters — account for the largest single segment of cemented carbide consumption globally. The transition from high-speed steel to carbide tooling in metal machining, which accelerated from the 1970s onward, fundamentally changed manufacturing productivity by enabling cutting speeds two to five times faster than HSS while achieving longer tool life between changes. Modern CNC machining centers are designed around carbide tooling; the machine spindle speeds, feed rate capabilities, and rigidity of contemporary machining centers are matched to carbide's performance envelope rather than HSS. Indexable carbide inserts — where a replaceable cutting edge is clamped into a steel tool holder and rotated or replaced when worn — have largely replaced brazed or regrindable carbide tools in production machining because they allow rapid edge changes without removing the tool holder from the machine, minimizing downtime.
Mining, Drilling, and Construction
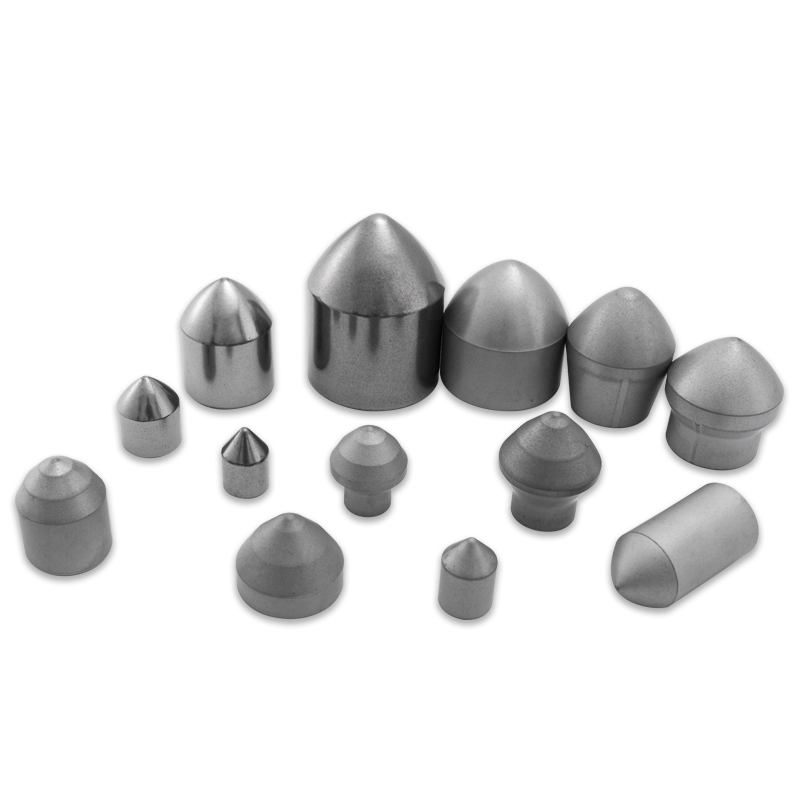
Tungsten carbide inserts are the standard material for rock drilling and excavation bits used in mining, tunneling, oil and gas well drilling, and construction foundation work. Rotary drill bits for oil and gas wells use carbide inserts pressed or interference-fitted into steel bit bodies; the inserts withstand the abrasive wear of cutting through rock formations at depths where replacement is enormously expensive and time-consuming. Percussion drill bits for surface mining and quarrying use carbide buttons — hemispherical or ballistic-profile inserts — that fracture rock through repeated impact at high frequency. Road milling machines that resurface asphalt and concrete use hundreds of carbide-tipped picks mounted on a rotating drum; the picks are consumable wear items replaced regularly, representing a significant ongoing carbide consumption in civil construction and road maintenance.
Wear Parts and Industrial Components
Wear-resistant carbide parts appear throughout manufacturing and processing industries wherever surfaces are subjected to abrasion, erosion, or sliding contact severe enough to wear through steel in unacceptably short service intervals. Wire drawing dies — through which copper, steel, and tungsten wire is pulled to reduce diameter — use polished carbide dies because the combination of compressive strength and wear resistance allows the die to maintain its precise bore geometry through millions of drawing passes. Carbide nozzles handle abrasive slurry and shot blast media in surface treatment equipment, lasting many times longer than steel equivalents. Pump components, valve seats, and seal faces in slurry-handling and corrosive fluid applications use carbide for the same reason. Carbide rolls are used in cold rolling mills for wire and bar, where the roll surface hardness determines both product dimensional accuracy and roll service life.
Tungsten Carbide in Jewelry and Consumer Products
Tungsten carbide rings have become one of the most popular men's wedding band materials over the past two decades, valued for their scratch resistance, weight, and permanent polish. A cemented carbide ring surface will not scratch under normal daily wear conditions that would visibly mark gold, platinum, or titanium — the hardness advantage is real and practically meaningful for people who work with their hands or who prefer jewelry that looks the same after years of wear as it did when new. The trade-off is brittleness relative to precious metals: while carbide won't scratch, it can crack or shatter under a sharp impact or when subjected to a compressive load — such as a ring being caught between heavy objects — rather than deforming as a gold ring would. This property also means carbide rings cannot be resized; the ring must be replaced if finger size changes. In the carbide ring market, the cobalt binder content and grain structure vary between manufacturers, and some lower-cost rings use nickel binder formulations that can cause allergic reactions in nickel-sensitive individuals — worth confirming before purchase.
Tungsten Carbide vs Steel: When Each Makes Sense
The choice between tungsten carbide and steel is not simply a question of which is "better" — it is a question of which properties matter most for a given application and whether carbide's cost premium is justified by the performance gain. In many applications the answer is clear; in others, the decision requires careful analysis of wear rates, replacement costs, and machining requirements.
- Use carbide when: Abrasive wear is the primary failure mode, cutting temperatures exceed steel's hot hardness limit, dimensional stability under load is critical, or the service environment requires corrosion resistance combined with hardness
- Use steel when: Impact toughness is the dominant requirement, complex geometry makes carbide fabrication impractical or uneconomic, weight must be minimized, or the application involves stresses that would cause brittle fracture in carbide
- Consider carbide-tipped steel: Many industrial applications use carbide only at the wear-critical surface — brazed or mechanically clamped onto a steel body — combining carbide's surface performance with steel's toughness, machinability, and lower cost in the non-critical sections
- Total cost of ownership matters more than unit price: A carbide wear part costing five times more than a steel equivalent but lasting twenty times longer represents a significant cost saving in high-throughput applications where downtime for part replacement is expensive
Recycling and the Sustainability of Tungsten Carbide
Tungsten is classified as a critical raw material by both the European Union and the United States due to supply concentration — the majority of global tungsten mining occurs in China — and its strategic importance in defense, aerospace, and manufacturing. This supply risk has driven significant investment in tungsten carbide recycling, and cemented carbide is one of the most actively recycled engineering materials in the industrial supply chain. Recycling rates for carbide cutting tool inserts and wear parts are high relative to most materials: used inserts are collected by tool manufacturers and recyclers, processed back into tungsten-containing powder or chemical intermediates, and re-entered into the carbide production chain.
The main recycling routes are the zinc process — in which zinc is infiltrated into the carbide at elevated temperature, causing swelling that breaks the cobalt binder and allows the WC and Co to be separated and recovered — and direct conversion to ammonium paratungstate (APT) via chemical dissolution, which produces a refined tungsten intermediate suitable for re-carburizing into WC powder. Cold stream processing, which uses high-velocity impact to physically break down carbide scrap into fine powder without chemical treatment, is also used where the goal is to recover carbide powder with its grain structure largely intact for reuse in lower-grade applications. Recycled tungsten carbide now accounts for a meaningful percentage of global WC supply, reducing dependence on primary mining and lowering the environmental footprint of carbide production relative to an all-primary-material supply chain.
Our Products //
Related Products





If you are interested in our products, please consult us
