
 English
English русский
русскийEverything You Need to Know About Tungsten Carbide Rock Drilling Tools
Industry News-Tungsten carbide rock drilling tools are the backbone of modern drilling operations in mining, construction, quarrying, and geotechnical work. Whether you're blasting through granite in an open-pit mine or anchoring foundations in hard limestone, the performance of your drill depends almost entirely on the quality and design of the carbide tooling at the cutting face. This guide breaks down everything practical you need to know — from how these tools work to how to choose the right one and keep it running longer.
Content
- 1 What Makes Tungsten Carbide the Right Material for Rock Drilling
- 2 Main Types of Tungsten Carbide Rock Drilling Tools
- 3 How to Choose the Right Carbide Rock Drilling Tool
- 4 Key Quality Indicators When Evaluating Carbide Drill Tools
- 5 How to Extend the Service Life of Your Carbide Drilling Tools
- 6 Common Failure Modes and What They Tell You
- 7 Industry Applications Where Carbide Rock Drilling Tools Are Critical
- 8 What to Look for When Sourcing Tungsten Carbide Rock Drilling Tools
What Makes Tungsten Carbide the Right Material for Rock Drilling
Tungsten carbide (WC) is a composite material made by sintering tungsten carbide particles with a metallic binder — most commonly cobalt. The result is an exceptionally hard material with a Vickers hardness ranging from 1,400 to 1,800 HV, making it far harder than steel while still maintaining enough toughness to absorb the repeated impact loads that rock drilling demands.
What sets tungsten carbide apart from other hard materials is its combination of properties. Pure ceramics are harder but too brittle for percussive drilling. Tool steel is tougher but wears far too quickly against abrasive rock. Carbide strikes the balance that practical drilling requires: it resists abrasive wear, handles compressive loading well, and can be precision-ground into specific geometries suited to different rock types and drilling methods.
The cobalt binder content is one of the most important variables in carbide formulation. A higher cobalt percentage (12–16%) increases toughness and impact resistance, making it suitable for fractured or heterogeneous rock. A lower cobalt content (6–8%) produces a harder, more wear-resistant grade suited for homogeneous, highly abrasive formations like quartzite or sandstone. Choosing the wrong grade for your formation is a common cause of premature tool failure.
Main Types of Tungsten Carbide Rock Drilling Tools
The term "tungsten carbide rock drilling tools" covers a broad family of products. Understanding the specific tool type for your application is the first step toward efficient drilling.
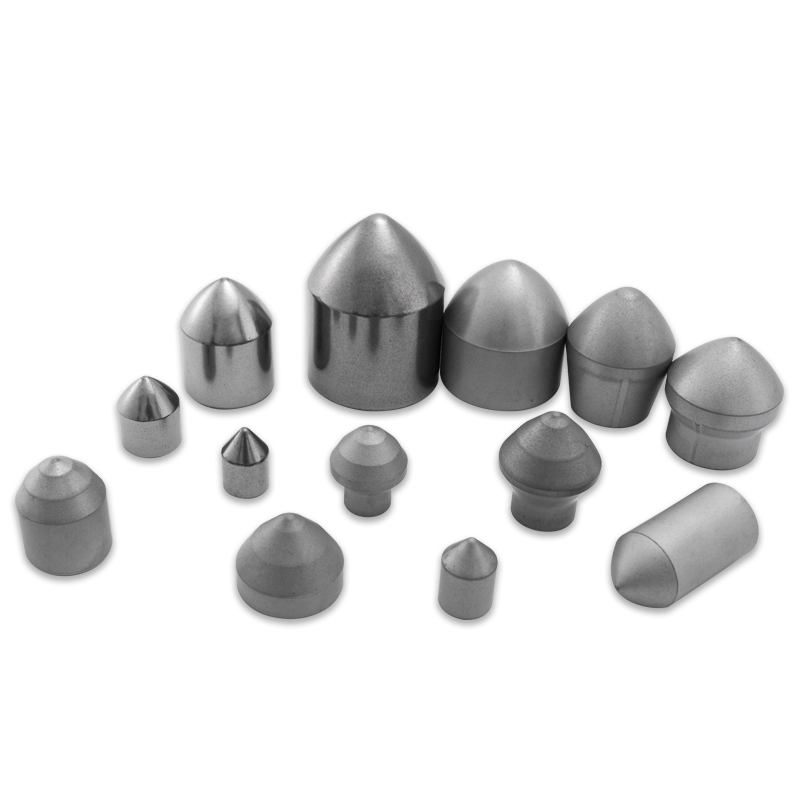
Button Bits
Button bits are the most widely used carbide drilling tool in surface and underground mining. Spherical or ballistic-shaped carbide inserts are press-fitted into a steel body in a pattern designed to cover the full drill face. Button bits are used in rotary-percussive drilling systems and are available in flat face, convex (dome), and concave configurations, each suited to different rock conditions.
- Spherical buttons: Best for hard, abrasive rock; maximum wear resistance.
- Ballistic (parabolic) buttons: Better penetration rate in medium-hard rock; recommended where ROP is a priority.
- Ovoid buttons: A compromise between ballistic and spherical, common in mixed-hardness formations.
Cross Bits and X-Bits
Cross bits feature four carbide wings arranged in a cross or X pattern brazed into a steel body. They are commonly used in light percussion drilling such as jackleg drilling and drifter drilling in softer to medium-hard rock. Cross bits are simpler to manufacture and regrind, making them economical for applications where formation conditions are relatively consistent. However, they wear faster than button bits in highly abrasive formations.
Chisel Bits
Chisel bits use a single carbide insert or brazed carbide strip in a linear cutting configuration. They are primarily used for smaller-diameter hand-held percussion drills, construction anchor drilling, and secondary breaking. Their simple geometry makes them inexpensive and easy to resharpen, though they are limited to softer rock and smaller hole diameters.
Tricone Roller Bits with Carbide Inserts
In rotary drilling for large blast holes and oil & gas applications, tricone bits use tungsten carbide inserts pressed into the steel teeth of rotating cones. As the cones roll across the rock face, the inserts crush and chip the formation. Insert geometry ranges from blunt hemispherical shapes for hard rock to elongated chisel shapes for soft formations. These are high-cost tools but offer excellent penetration rates in large-diameter rotary applications.
DTH (Down-The-Hole) Hammer Bits
DTH bits are a specialized type of button bit designed for use with down-the-hole hammer systems, where the percussion mechanism travels down the drill string and strikes the bit directly at the rock face. This minimizes energy loss and makes DTH drilling exceptionally efficient for deep holes and hard rock. The carbide button layout and face geometry of DTH bits are engineered specifically for the high-frequency, high-energy impacts of hammer operation.
How to Choose the Right Carbide Rock Drilling Tool
Selecting the right tungsten carbide drill tool involves matching the tool's properties to four key variables: rock type, drilling method, hole diameter, and operational conditions. Getting this match right directly affects penetration rate, tool life, and cost per meter drilled.
| Rock Type | Recommended Tool Type | Carbide Grade |
| Soft (limestone, coal, shale) | Chisel bit or cross bit | High cobalt (tough grade) |
| Medium (granite, basalt) | Button bit (ballistic inserts) | Medium cobalt (balanced grade) |
| Hard & abrasive (quartzite, chert) | Button bit (spherical inserts) or DTH bit | Low cobalt (wear-resistant grade) |
| Fractured / variable formation | Cross bit or robust button bit | High cobalt (impact resistant) |
| Deep hole rotary (large diameter) | Tricone roller bit with carbide inserts | Matched to formation hardness |
Beyond rock type, consider the drilling system in use. Rotary-percussive drilling (top hammer) performs best with standard button bits at depths up to 30–40 meters. DTH systems take over for deeper holes where energy transmission through long rod strings would otherwise reduce efficiency. Purely rotary systems require insert bits or drag bits depending on formation compressive strength.

Key Quality Indicators When Evaluating Carbide Drill Tools
Not all tungsten carbide rock drilling tools are created equal. When comparing products from different manufacturers or sourcing new tooling, these are the quality indicators that matter most:
- Carbide grain size: Fine-grain carbide (sub-micron) provides higher hardness and wear resistance. Coarser grain structures improve toughness but sacrifice abrasion resistance.
- Insert press-fit tolerance: For button bits, the interference fit between insert and steel body is critical. A loose fit causes insert loss; an overly tight fit causes cracking of the carbide during pressing.
- Steel body quality: The drill steel body must be tough enough to resist fatigue cracking under repeated impact. Low-alloy steels case-hardened after machining outperform mild steel bodies in service life.
- Insert geometry consistency: Inserts should have uniform geometry and surface finish. Inconsistencies in button height or position create uneven loading across the face and accelerate wear on exposed inserts.
- Flushing hole design: Adequate and well-positioned flushing channels in the bit face are essential to clear cuttings and cool the carbide. Blocked or undersized flushing ports reduce penetration rate and increase heat-related carbide degradation.
How to Extend the Service Life of Your Carbide Drilling Tools
Tungsten carbide rock drilling tools represent a significant portion of drilling consumable costs. Disciplined tool management and operational practices can dramatically extend service life and reduce cost per meter.
Regrinding Button Bits on Schedule
Button bit regrinding is one of the most cost-effective practices in carbide tool management. As buttons wear, they develop flat wear flats on their tops that reduce penetration rate and increase energy input per meter drilled. Regrinding restores the original button profile before wear flats become too large. The rule of thumb is to regrind when wear flat diameter reaches 30–40% of the button diameter. Waiting too long means more carbide must be removed per regrind cycle, shortening the total number of regrind cycles before the bit is retired.
Matching Feed Force and Impact Energy to Formation
Running excessive feed force or percussion pressure in soft rock is a common cause of carbide cracking and insert loss. The carbide is designed to crush rock through impact — if penetration is too fast for cuttings to be flushed, the drill bit can baulk and concentrate stress on individual inserts. Match the feed, rotation speed, and percussion energy to the formation compressive strength. Most drill rig manufacturers provide recommended operating parameters for specific rock classes.
Maintaining Adequate Flushing
Insufficient flushing is responsible for a significant share of premature carbide tool failures. Cuttings that are not evacuated pack into the hole bottom and cause regrinding of the rock chips against the drill face, accelerating wear. For air flushing, maintain minimum borehole air velocity of 15–20 m/s. For water or foam flushing, ensure sufficient flow rate for the hole diameter being drilled. Inspect and clear flushing ports on bits regularly — even partial blockage reduces flushing effectiveness substantially.
Proper Storage and Handling
Tungsten carbide is hard but not immune to damage from impact. Dropping bits onto hard surfaces or storing them loose in bins where they knock against each other causes chipping of the carbide inserts before they even enter service. Store bits vertically in dedicated racks or in protected containers with dividers. Transport to and from the drill face in tool bags rather than loose in a toolbox.
Common Failure Modes and What They Tell You
Examining worn or failed tungsten carbide rock drilling tools tells you a lot about whether tool selection, drill setup, or operational practices need to change. Here are the most common failure patterns and their causes:
- Even flat wear across all buttons: Normal abrasive wear — the tool was used appropriately. Proceed with regrinding.
- Cracked or broken buttons: Usually indicates excessive impact energy for the formation, wrong carbide grade (too brittle), or drilling into a void or fault zone. Consider switching to a tougher carbide grade.
- Button loss (empty sockets): Caused by inadequate press-fit, fatigue cracking of the steel socket, or baulking events that pull inserts out under lateral force. Inspect the steel body for socket cracking.
- Uneven wear (gauge buttons worn faster): Common when the hole is oversized, allowing the bit to drift and load gauge buttons disproportionately. Check alignment and stabilizer condition.
- Heat checking or surface cracking on buttons: Indicates thermal fatigue from inadequate flushing. The carbide overheats, cracks from rapid temperature cycling. Improve flushing flow and check for blocked ports.
- Steel body erosion or wash-out: Flushing medium is cutting directly into the steel around carbide inserts. Caused by recirculating abrasive particles. Review flushing port position and cuttings evacuation.
Industry Applications Where Carbide Rock Drilling Tools Are Critical
Tungsten carbide drill tips and inserts are used across a wide range of industries, each with specific requirements that influence tool design and material selection.
- Surface mining and quarrying: Large-diameter button bits and DTH bits are used for blast hole drilling in open-pit operations. Drill diameters typically range from 89 mm to 311 mm, and tool life is measured in meters per bit, directly linked to blasting cost per tonne.
- Underground hard rock mining: Smaller-diameter button bits and cross bits are used in drifting, stoping, and production drilling. Underground conditions add complexity — limited access, restricted ventilation, and the need for fast bit changes increase the value of longer-lasting carbide tooling.
- Civil construction and tunneling: Carbide drill bits are used for rock bolt installation, pre-split drilling, and exploratory coring ahead of tunnel faces. Tool reliability is especially important in these applications where unexpected equipment downtime affects project schedules and worker safety.
- Water well and geothermal drilling: DTH hammer bits with carbide inserts are widely used for water well drilling through hard rock formations. These applications demand high meter output per bit and reliable performance in varying formations without frequent bit changes.
- Oil and gas exploration: Tricone bits with tungsten carbide inserts drill through hard and abrasive formations in oil and gas wells. In these applications, bit cost is a minor factor compared to the rig time cost per day, making carbide insert quality and bit durability paramount.
What to Look for When Sourcing Tungsten Carbide Rock Drilling Tools
The global market for carbide drilling tools ranges from premium European and North American manufacturers to a broad range of Asian suppliers. Price differences are significant, but cost per meter drilled — not purchase price — is the correct metric for evaluating tooling value.
When evaluating suppliers, ask for certified carbide grade specifications including grain size, cobalt content, hardness (HRA or HV), and transverse rupture strength (TRS). Reputable manufacturers provide these values and can recommend specific grades for your formation. Request field test data or references from operations in similar geological conditions. A bit that costs 20% more but drills 50% more meters per bit delivers clear value — but you need the data to verify that claim before committing to a supplier.
Also consider after-sales support: availability of regrinding services or equipment, delivery lead times for replacement tooling, and technical support for troubleshooting failure modes. Operations in remote locations particularly benefit from suppliers with regional stocking and fast logistics, since drill downtime waiting for tooling can cost far more than any savings on bit price.
Our Products //
Related Products





If you are interested in our products, please consult us
