
 English
English русский
русскийTungsten Carbide Road Milling Tools: What They Are, How They Work, and How to Get the Most Out of Them
Industry News-Content
- 1 What Tungsten Carbide Road Milling Tools Are and Why They Matter
- 2 The Anatomy of a Tungsten Carbide Milling Pick
- 3 How Carbide Milling Tools Are Arranged on the Drum and Why It Matters
- 4 Types of Tungsten Carbide Road Milling Tools and Their Specific Applications
- 5 Factors That Determine How Long Carbide Milling Bits Last in the Field
- 6 How to Inspect, Replace, and Manage Tungsten Carbide Milling Tools on the Job
- 7 OEM vs. Aftermarket Carbide Milling Tools: How to Evaluate the Real Cost Difference
- 8 Matching Carbide Tool Specification to Common Road Milling Applications
What Tungsten Carbide Road Milling Tools Are and Why They Matter
Tungsten carbide road milling tools — also commonly called carbide milling picks, road planer bits, cold milling teeth, or pavement milling cutters — are the individual cutting elements mounted onto the rotating drum of a cold milling machine. When a road milling machine passes over an asphalt or concrete pavement surface, it is these small but extraordinarily hard carbide-tipped tools that do the actual work of breaking, cutting, and removing the pavement material. Each tool is a precisely engineered component consisting of a steel body, a hardened steel holder or block assembly, and a tungsten carbide tip brazed or press-fitted to the cutting end. The tungsten carbide tip is the business end of the tool — it contacts the pavement directly and must withstand the combined stresses of impact, abrasion, compression, and heat generated during milling at drum rotation speeds that can exceed 100 revolutions per minute.
The reason tungsten carbide is the material of choice for road milling tool tips is its extraordinary combination of hardness and wear resistance. With a hardness rating of approximately 9.5 on the Mohs scale — second only to diamond — and a compressive strength that far exceeds high-speed steel or other tool materials, tungsten carbide maintains its cutting geometry far longer than alternative materials when subjected to the extreme abrasive conditions of pavement milling. This translates directly into lower tool replacement frequency, reduced machine downtime, better cut quality consistency across the working life of the tool, and ultimately lower total cost per square meter of milled surface. In road rehabilitation and pavement maintenance operations where tool consumption is one of the most significant variable operating costs, the quality and specification of tungsten carbide milling tools has a measurable impact on project profitability.
The Anatomy of a Tungsten Carbide Milling Pick
Understanding the structure of a carbide road milling tool helps explain why different designs perform differently in various pavement conditions and why matching tool specification to application is so important for achieving optimal performance and tool life.
The Tungsten Carbide Tip
The carbide tip is the most technically critical component of a road milling tool. It is manufactured from cemented tungsten carbide — a composite material produced by sintering tungsten carbide powder with a metallic binder, most commonly cobalt, at very high temperatures and pressures. The properties of the finished carbide tip are determined by the grain size of the tungsten carbide powder, the cobalt binder content, and the sintering conditions. Fine-grain carbide grades with lower cobalt content (6–8%) deliver maximum hardness and wear resistance, making them suitable for high-abrasion applications such as milling hard aggregate or concrete pavements. Coarser grain grades with higher cobalt content (10–12%) sacrifice some hardness for improved toughness and impact resistance, making them more appropriate for milling applications involving impact loading, such as working in heavily cracked or irregular pavement where the tool is subjected to intermittent heavy impacts. The geometry of the tip — its cone angle, tip radius, and overall shape — influences how effectively it penetrates the pavement and how the cutting forces are distributed through the tool body during milling.
The Tool Body and Shank
The steel tool body transmits the cutting forces from the carbide tip to the tool holder and drum assembly. It is typically manufactured from medium-carbon alloy steel that is heat-treated to provide a carefully balanced combination of surface hardness — to resist abrasive wear from pavement material flowing past the body during cutting — and core toughness to absorb impact loads without fracturing. The shank diameter is a standardized dimension that must match the bore of the tool holder into which it is inserted. The most common shank diameter for road milling tools is 22mm, though 25mm and 30mm shanks are used on heavy-duty machines and specific drum configurations. A wear-protecting hard-facing ring is often applied around the base of the carbide tip on premium tool designs to protect the steel body in the high-wear zone immediately behind the tip, extending body service life and reducing the frequency at which the entire tool must be replaced even when the carbide tip is still serviceable.
The Tool Holder and Block System
Road milling tools are not welded directly to the drum. They are inserted into tool holders — also called block holders or base blocks — that are welded to the drum surface in a specific pattern. The tool holder serves two critical functions: it provides the precise angular positioning of the tool relative to the drum surface that determines cutting geometry and material flow, and it allows rapid tool replacement in the field without the need to weld or machine the drum itself. The tool-to-holder interface uses a spring retention system — typically a snap ring or spring clip around the tool shank — that holds the tool securely during operation while allowing it to be knocked out with a drift punch and replaced in seconds when worn. The holder body itself is a wear item that must also be monitored and replaced periodically, as excessive holder wear causes tool misalignment that accelerates carbide tip damage and reduces milling quality.
How Carbide Milling Tools Are Arranged on the Drum and Why It Matters
The pattern in which tungsten carbide road milling tools are mounted on the drum — their spacing, angular orientation, and row configuration — is as important as the tools themselves in determining milling performance. Drum configuration is engineered to balance several competing requirements: cutting efficiency, surface texture quality, material flow through the drum housing, vibration characteristics, and the distribution of cutting load across individual tools.
Tools are arranged in helical rows around the drum circumference, with the helix angle and tool-to-tool spacing in each row determining the cut pattern left in the milled surface. A finer tool spacing — more tools per unit of drum width — produces a smoother milled surface texture with smaller ridges between individual tool cuts, which is important when the milled surface will be used as a temporary running surface before repaving, or when surface regularity is critical for subsequent paving layer adhesion. Wider tool spacing produces a coarser texture that generates more aggressive material removal per tool and reduces the power required per unit area, which can be advantageous in deep milling operations where productivity is prioritized over surface finish quality.
The angular orientation of each tool holder on the drum — both the radial angle (how far forward the tool leans in the direction of rotation) and the lateral angle (the sideways tilt of the tool axis relative to the drum axis) — controls how the carbide tip engages the pavement, how cutting forces are distributed, and how the milled material is directed into the conveyor system. Precision in drum configuration engineering is one of the key differentiators between high-performance milling machines from leading manufacturers and lower-quality alternatives that may achieve acceptable material removal rates but produce inferior surface texture, higher tool wear rates, and greater machine vibration.
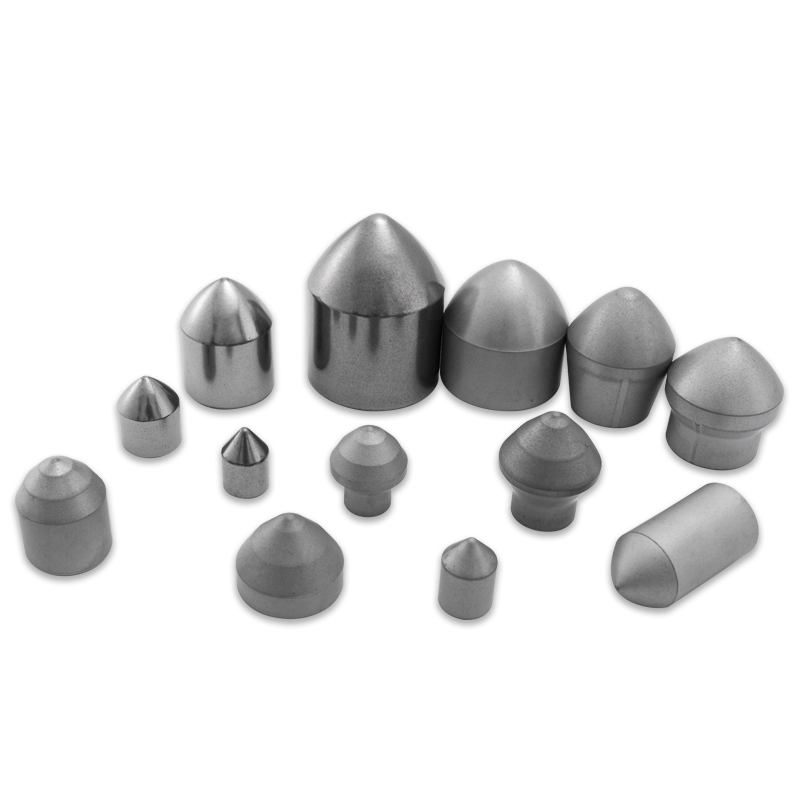
Types of Tungsten Carbide Road Milling Tools and Their Specific Applications
The road milling tool market offers several distinct tool types optimized for different pavement materials, milling depths, machine sizes, and performance priorities. Selecting the correct tool type for the specific application is one of the most impactful decisions in managing milling tool costs and productivity.
| Tool Type | Carbide Tip Geometry | Best Application | Key Advantage |
| Standard conical pick | Pointed cone, medium tip radius | General asphalt milling, surface course removal | Versatile, cost-effective, widely available |
| Ballistic tip pick | Rounded ballistic profile, larger tip radius | Hard aggregate asphalt, abrasive pavement materials | Superior wear resistance in highly abrasive conditions |
| Flat-face or chisel pick | Flat or slightly curved face | Fine milling, surface profiling, rumble strip cutting | Produces smoother surface texture, precise depth control |
| Concrete milling pick | Extra-thick tip, reinforced body | Portland cement concrete pavement removal | High impact toughness for concrete's brittle fracture behavior |
| Economy / standard grade | Standard geometry, lower carbide grade | Low-abrasion asphalt, short project durations | Lower upfront cost where tool life is not the primary driver |
| Premium / extended-life grade | Optimized geometry, high-grade carbide, reinforced body | High-production milling, abrasive or variable pavement | Maximum tool life, lowest cost per square meter over full project |
Factors That Determine How Long Carbide Milling Bits Last in the Field
Tool life is the metric that most directly determines the operating economics of a road milling project. The number of square meters of pavement that can be milled per set of tools varies enormously — from a few thousand square meters in the most demanding conditions to tens of thousands of square meters in favorable conditions — and understanding the variables that drive this variation helps operators and project managers make better decisions about tool selection, machine settings, and operating practices.

Pavement Material Hardness and Aggregate Type
The single most influential factor in carbide milling tool life is the hardness and abrasiveness of the pavement material being cut. Asphalt pavements containing hard igneous aggregates such as quartzite, granite, or basalt are significantly more abrasive than those using softer limestone or sandstone aggregates, and tool wear rates can be two to four times higher in the same milling conditions. Reinforced concrete is the most demanding material — the combination of hard aggregate, cement paste, and steel reinforcement creates extreme wear and impact loading that limits tool life to a small fraction of what is achievable in asphalt. Understanding the aggregate geology of the pavement being milled before the job starts is an important input to realistic tool consumption forecasting.
Milling Depth and Machine Operating Parameters
Deeper milling cuts increase the load per tool, the heat generated at the cutting interface, and the volume of material each tool must process per unit time, all of which accelerate wear. Operating the milling machine at forward speeds higher than appropriate for the milling depth and pavement hardness increases the chip load on each tool and can cause carbide tip fracture rather than gradual abrasive wear — a much more destructive failure mode. Drum rotation speed also matters: running the drum faster than necessary for the material increases impact frequency without improving productivity and elevates tip temperature, which reduces carbide hardness and accelerates wear. Optimizing the combination of forward speed, milling depth, and drum rotation speed for the specific pavement material is one of the most effective levers for extending tool life without compromising production rates.
Water Spray System Performance
Road milling machines are equipped with a water spray system that directs water onto the drum and tools during operation. This system serves two critical functions: cooling the carbide tips to prevent heat-related hardness loss and thermal cracking, and suppressing the dust cloud generated by the milling process. A properly functioning water spray system with adequate flow rate and correct nozzle positioning targeting each tool row can extend carbide tool life by 20–40% compared to operating without water or with a poorly maintained spray system. Blocked or misaligned spray nozzles are a common and easily overlooked cause of premature tool wear, and checking the spray system at the start of each shift should be a standard part of machine setup.
Tool Rotation and Wear Monitoring
Tungsten carbide milling picks are designed to rotate freely within their holders during operation, distributing wear evenly around the circumference of the carbide tip. A tool that cannot rotate — because its holder bore is worn, contaminated with debris, or the tool shank is corroded — wears asymmetrically, developing a flat spot on one side of the tip that dramatically reduces its cutting efficiency and lifespan. Regular inspection of tool rotation during operation, lubrication of tool shanks during replacement, and replacement of worn holders before they cause tool rotation restriction are essential practices for maximizing the return on investment in premium carbide tool grades.
How to Inspect, Replace, and Manage Tungsten Carbide Milling Tools on the Job
Effective tool management in the field requires a systematic approach to inspection, replacement scheduling, and record-keeping that goes beyond simply swapping out tools when they visibly fail. A proactive tool management program reduces unplanned downtime, improves surface quality consistency, and lowers total tool cost per project by catching wear patterns early and addressing their root causes before they escalate.
- Establish a regular inspection interval: Inspect the full drum at a defined interval — typically every 2–4 hours of milling operation depending on conditions — rather than waiting for visible problems to appear. Early-stage tool wear is much easier and cheaper to manage than catastrophic tool failure that damages holders and drum components. Use a flashlight and mirror to inspect the underside of the drum while it is stationary with the machine safely shut down and locked out.
- Replace tools in groups rather than individually: When multiple tools in a row or section show significant wear, replace the entire group rather than just the most worn individual tools. Mixed-wear tool sets create uneven load distribution across the drum, overloading the newer tools adjacent to heavily worn ones and accelerating their wear in turn. Replacing tools in systematic groups maintains a consistent wear profile across the drum.
- Inspect holders every time a tool is changed: Measure the holder bore diameter with a gauge or check for visible oval wear, cracking, or heat discoloration whenever a tool is removed. A holder bore that has worn oversize — typically more than 0.5mm above nominal bore diameter — will not retain the new tool shank correctly, preventing tool rotation and causing premature wear of the replacement tool. Replace worn holders immediately rather than reusing them.
- Record tool consumption by drum position: Tracking which positions on the drum consume tools fastest reveals systematic wear patterns that indicate specific operational issues — inadequate water spray coverage on certain rows, holder misalignment in a drum section, or pavement conditions that are particularly aggressive in specific areas of the cut. This data is invaluable for diagnosing and correcting root-cause wear problems rather than simply replacing tools reactively.
- Use the correct tool extraction and installation tools: Using improvised or incorrect drift punches and installation tools to remove and seat milling picks damages tool shanks, holder bores, and retention spring clips, causing fit problems that affect both tool retention security and rotation performance. Always use manufacturer-specified extraction and installation tooling, and train all field personnel on correct procedure before allowing them to perform drum maintenance.
- Store spare tools and holders correctly: Tungsten carbide is brittle and can chip or crack if tools are thrown loosely into a metal storage bin where they collide during transport. Store spare tools in divided trays or tube-style holders that prevent contact between individual carbide tips. Keep storage dry to prevent shank corrosion that impairs rotation and makes future tool extraction difficult.
OEM vs. Aftermarket Carbide Milling Tools: How to Evaluate the Real Cost Difference
One of the most frequent purchasing decisions road milling contractors face is whether to use original equipment manufacturer (OEM) tungsten carbide milling tools or aftermarket alternatives from third-party suppliers. The price difference between OEM and aftermarket carbide road milling picks can be substantial — aftermarket tools are often 30–60% cheaper per unit than OEM equivalents — but the relevant comparison is not unit price but cost per square meter of milled pavement, which depends on tool life, failure rate, and any downstream costs from holder damage or surface quality issues.
Premium OEM carbide milling tools from manufacturers such as Wirtgen, Kennametal, Element Six, and Betek are designed and tested specifically for the drum configurations and operating conditions of the machines they are supplied with. They use precisely specified carbide grades, optimized tip geometries, and controlled heat treatment of the tool body that are validated to deliver defined tool life targets in specified conditions. The carbide grade and tip geometry tolerances in premium OEM tools are held to tighter specifications than many lower-cost aftermarket alternatives, and this consistency is reflected in more predictable tool life and lower failure rates in service.
Reputable aftermarket carbide milling tool suppliers who invest in metallurgical quality control, use equivalent carbide grades, and manufacture to dimensional tolerances compatible with the target holder systems can offer genuine value. The risk lies in lower-quality aftermarket tools that use inferior carbide grades with coarser grain structure and inconsistent cobalt content, poorly controlled brazing of the tip to the body that leads to premature tip loss, or dimensional tolerances that result in poor fit in the holder and restricted tool rotation. Evaluating aftermarket tools requires running controlled field trials that compare the total cost per square meter — accounting for tool consumption rate, holder wear, and any quality issues — rather than simply comparing the purchase price per tool. A tool that costs 40% less but wears twice as fast delivers no cost saving and may deliver additional costs through increased holder wear and drum downtime.
Matching Carbide Tool Specification to Common Road Milling Applications
Different road milling applications place fundamentally different demands on tungsten carbide milling tools, and using a general-purpose tool across all applications is rarely the most cost-effective approach. Aligning tool specification to application type is a straightforward way to improve tool economics without changing purchasing volume or negotiating better prices.
- Surface course removal (0–40mm depth) on urban roads: This is the highest-volume application for road milling contractors and involves relatively shallow cutting of standard asphalt at moderate machine speeds. Standard conical carbide picks in a medium-grade carbide are the appropriate choice. The priority is consistent tool life and surface quality rather than extreme wear resistance, and standard grades typically deliver the best cost-per-square-meter outcome in these predictable conditions.
- Deep milling and full-depth reclamation (40–300mm+): Deep milling operations subject tools to substantially higher loads and temperatures than surface milling, and the larger milled material chunks generated at depth create greater impact loading on individual tools. Premium-grade carbide picks with reinforced bodies and higher cobalt content for improved impact toughness are the better choice here, even though the unit cost is higher, because the improved toughness under heavy impact loading prevents the tip fractures that make standard tools uneconomical in deep milling applications.
- Highway and airfield milling with hard aggregate: High-traffic highway pavements frequently use quartzite or granite aggregate that creates extreme abrasion on carbide tool tips. Ballistic tip carbide picks with fine-grain, low-cobalt carbide grades specifically formulated for maximum wear resistance in high-abrasion conditions will consistently outperform standard picks in these applications, delivering significantly more square meters per tool despite higher unit cost.
- Concrete pavement milling and scarifying: Portland cement concrete milling is the most demanding application for carbide road milling tools. The extreme hardness of concrete aggregate, combined with the brittle fracture behavior of concrete that creates large irregular material chunks and high impact loads on tools, requires dedicated concrete milling picks with extra-thick carbide tips, reinforced steel bodies, and carbide grades optimized for toughness over pure hardness. Using asphalt milling picks in concrete is a false economy — the failure rate and tool consumption will far exceed the cost difference between general-purpose and concrete-specific tooling.
Our Products //
Related Products





If you are interested in our products, please consult us
